SIS乙炔控制系统
乙炔自动化控制系统简述:
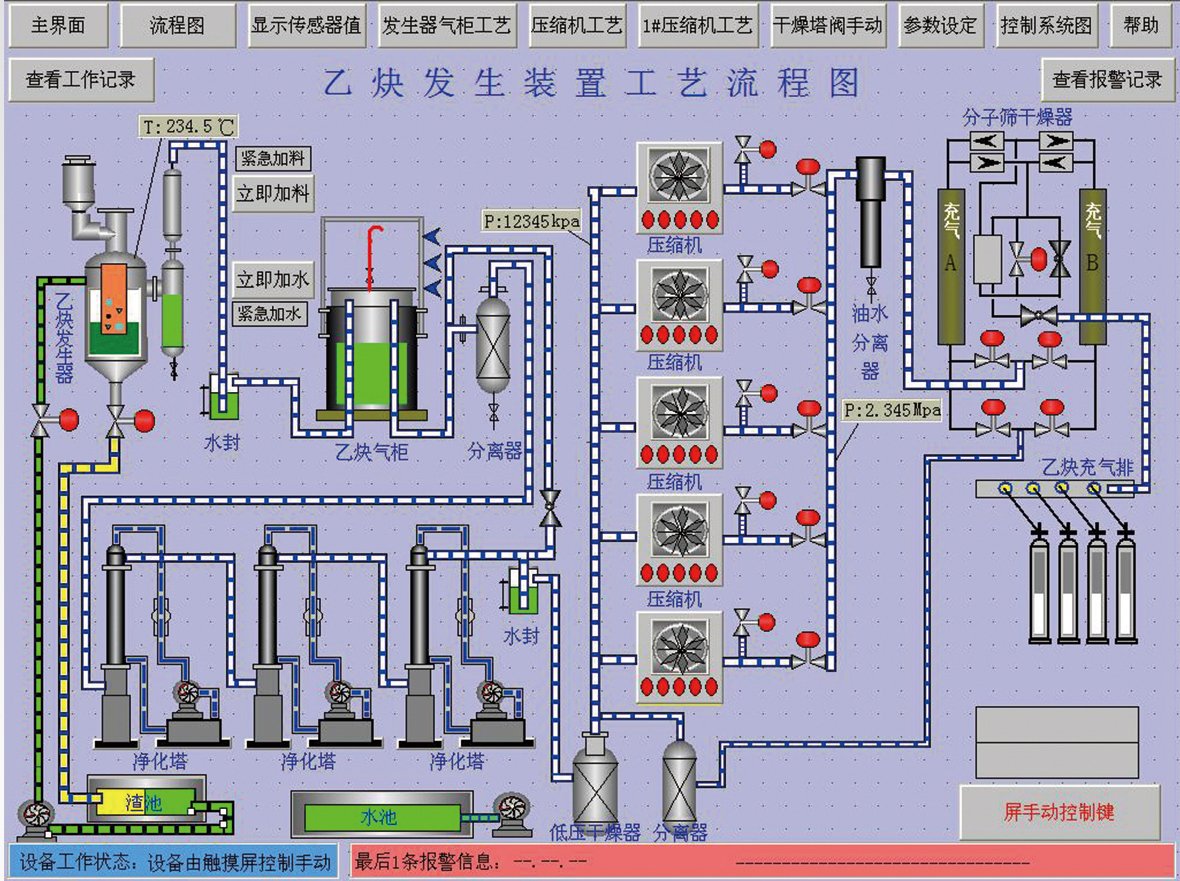
本自动化控制系统方案适用于用于瓶装溶解乙炔生产自动化控制,可减少人员节省成本,可连续生产、连续性工作,提高整套溶解乙炔生产设备的安全性及稳定性。其操作画面更加直观,操作人员可简洁明了看到生产中各个环节的数据参数、运行状态,具有抗干扰能力强,可靠性高,实现自动化操作、自动化控制1到2人进行操作和监测,降低人工成本。可有效的降低安全隐患、跑冒滴漏、操作难度、劳动强度、人员配备、费用支出等。对于设备的故障应急处理方案能够达到快速反应、快速执行。生产过程中进行智能全时监控,降低人为巡查的不认真、不及时、不彻底,处理故障不果断等因素同时防止操作人员盲目操作或忘记投监测造成的损失和危险
本控制系统分散控制、集中操作、分级管理、配置灵活、组态方便。主要由工程师站及其附属部分构成。可以实现对乙炔生产过程进行监测及安全联锁保护,乙炔厂的工作人员做好生产前的准备和设备巡视后,只须按下启动按钮,生产过程中的数据及保护由控制系统完成。控制系统控制生产过程、记录生产过程中的每一个动作,每一个数据,监测乙炔生产装置各点的压力、温度、等数值,并将所记录的数据储存备查。
乙炔自动化控制系统的优点及优势:
(1)整套系统在实际工作中,只需要两到三个人操作即可。设备的自动运行控制完全由主控中心按预定的工艺编程操作,完全不需要人为的改变;
(2)总控中心将提供展现所有生产过程中数据,完全实时显示:
(3)乙炔发生器环节实现自动加水、自动降温、自动定时排渣、自动加料、自动排空;液位监测、温度监测、压力监测、氮气监测;
(4)气柜根据高低联锁控制,实现压缩机的的自动启动和停止、发生器加料装置的自动运行和停止;
(5)净化系统的循环泵启动和停止、净化液存量控制;
(6)乙炔压缩机的自动运行和停止;进排气压力监测联锁控制;压缩机排气温度、压力监测;
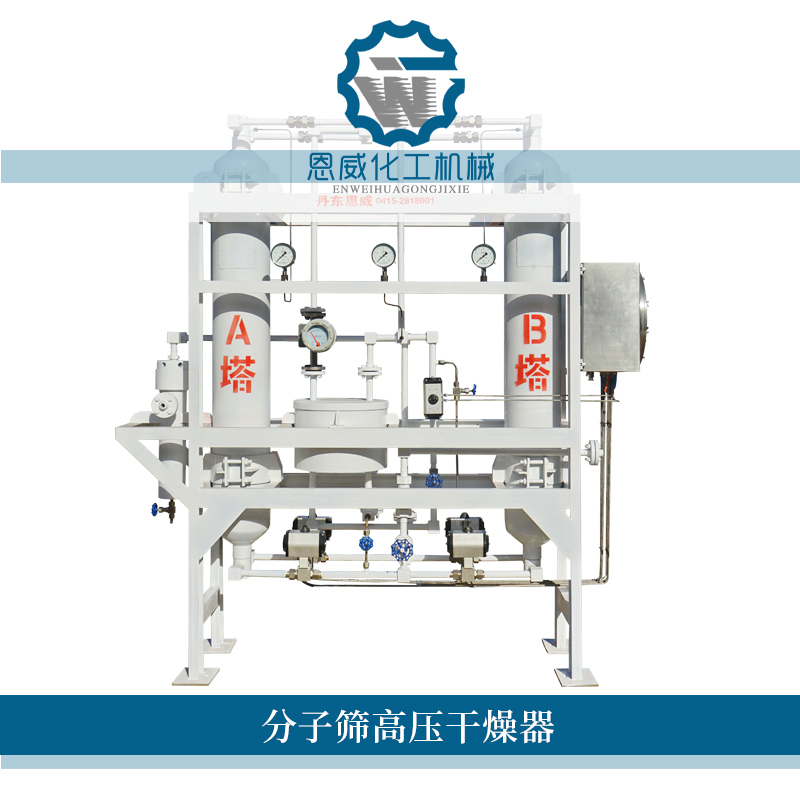
(7)分子筛式乙炔高压干燥器组AB塔的工作自动切换;AB塔的再生自动切换;再生后水分的自动排出,排污时带出气体的回收;背压压力监测;
(8)联锁控制泄漏乙炔气体浓度探测器,并报警、自动置换降低乙炔浓度;
(9)供水水压监测、低压系统压力监测、高压系统压力监测、各工段故障及时报警和自主停机;
(10)实现全系统手动、自动一体化控制切换。
PLC乙炔控制系统分析:
PLC控制系统一般没有扩展的性能及冗余,兼容性能较差。一般适用于小型设备的数据监测,普遍采用PLC触摸屏进行显示及处理。
DCS乙炔控制系统分析:
DCS作为分散集中控制系统,其对过程控制是动态的。对过程连续测量、操作控制管理,保证生产装置的平稳运行。对故障进行自动显示。可实现自动/手动切换。
具有强大的通讯功能,采用操作级的网络平台(以太网络)TCP/IP协议;更加方便提升其可扩展能力。通过Modbus总线协议,实现数据大量吞吐、抗干扰。通讯速度达到100Mbit/s。
采用统一数据库、组态软件、监控软件、归档软件。合理调度控制器的资源。
DCS具备强劲的逻辑处理能力,使其运行更加可靠稳定。
SIS乙炔控制系统分析:
SIS是安全仪表系统,作为石化等高危行业的最低安全保障防线。其包括现场仪表、逻辑解决器、执行机构三部分都是安全设计的。SIS完全整合工厂所有自动化设备。SIS比DCS更加可靠、可用,更严格。SIS与DCS硬件独立设置。
SIS是静态的,不需要人为干预,避免人为误操作动作。
SIS实现监视生产装置的运行状况,对出现的异常工况实现迅速处理,使故障发生的可能性降到最低,使生产装置安全停车。
SIS系统所需传感器均需SIL认证。
乙炔压缩机,乙炔设备, 隔膜压缩机,乙炔发生器,详情咨询:400-002-7772。
我公司取得专利如下:
实用新型专利:《一种乙炔设备自动化控制装置》专利号:ZL201721599695.5
实用新型专利:《一种乙炔压缩机活塞杆轴封装置》专利号:ZL201821522266.2
实用新型专利:《磁力平滑式压缩机》专利号:ZL201821728906.5
实用新型专利:《一种乙炔压缩机组合式蛇管冷却器》专利号:ZL201821752125.x
实用新型专利:《异步旋转滑片式压缩机》专利号:ZL201621471000.0
实用新型专利:《一种乙炔压缩机用活塞杆填料密封组件》专利号:ZL201821752146.1
实用新型专利:《一种隔膜压缩机用补偿油泵》专利号:ZL201621098855.3
实用新型专利:《一种乙炔压缩机活塞杆轴封装置》专利号:ZL201821752147.6
实用新型专利:《函套式集装注水泵用密封装置》专利号:ZL201821886451.x
实用新型专利:《减速箱轴间密封装置》专利号:ZL201621246296.6